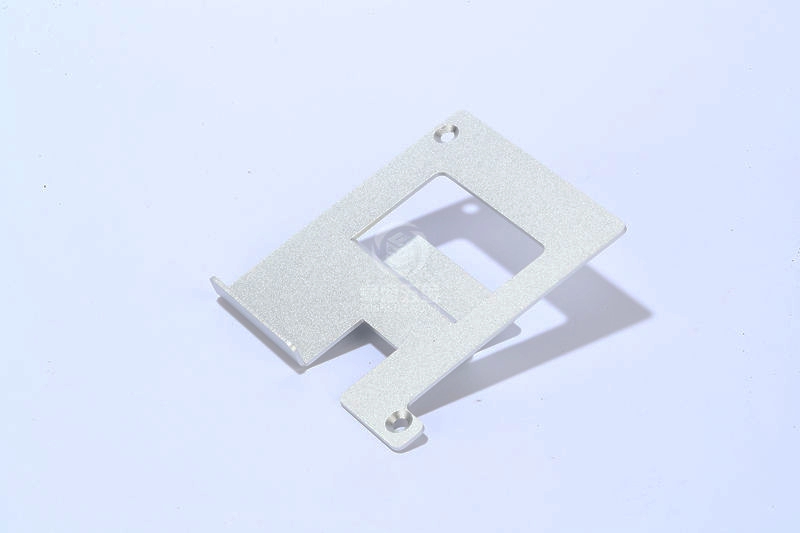
由于平板電腦是高端電子產品,外殼極具裝飾性,不僅機械性能好,而且外觀要求也很漂亮。因此在鋁材外殼經機械加工及表面處理后,不允許出現黑點、雜點、斑紋、刮痕等肉眼可以發現的缺陷。由于所使用的機床都是數控加工,因此加工前鋁板的尺寸精度要求非常高(250mm寬的平面間隙不能超過0.05mm),因此給生產帶來很大的挑戰。
現在國內有很多廠家都在生產這種產品,但是真正做得好的為數極少,而且全部出現了成品率低、廢品率高的現象,尤其是加工處理后的報廢量大,導致加工成本大幅度提高。以下是主要缺點:
1、平面間隙超差;
2、尺寸精度超差;
3、縮尾過長;
4、氧化物或其它夾雜物產生的渣點;
5、晶粒粗大;
6、強度偏低;
7、成層、氣泡、起皮;
8、黑斑、雪花斑。
上述一些缺陷是加工前發現的,這種報廢造成的單件損失還不算大,但數量比較大。這種廢料常常是由于加工前平面間隙過大,尺寸過大,強度過低等原因所致,因為這些缺陷在加工前就可以被檢測出來。機械加工后要進行化學表面處理才能發現有相當一部分的缺陷,這種報廢造成的單件損失是很大的。但這種報廢往往是由縮尾、氧化物或其他夾雜物引起的渣點、晶粒粗大、成層、氣泡、起皮、黑斑、白斑等現象所致。

造成以上缺陷的原因是多方面的,有生產設備的先天不足,有生產工藝的設計不合理,更有操作者的現場控制不當。要解決以上問題,大幅提高成品率、合格率,主要從以下幾方面著手:
1、熔鑄方面
1)因為該類產品壁厚比較厚,擠壓比通常不大,擠壓時金屬變形量不大。由于平面間隙要求非常高,淬火強度不能太大,所以比較容易出現粗晶現象。為解決此問題,在合金配比、熔煉工藝、鑄造工藝等方面都要著重考慮鑄錠的晶粒度,應適當增加一些細化晶粒的元素,加強精煉和鑄造冷卻的控制。
2)、為避免氧化物或其它夾雜物進入到鑄錠里,進而夾帶到擠壓產品中,鑄造時應使用好的陶瓷過濾板,有效將氧化物或其它雜渣過濾掉。
2、平板電腦外殼鋁型材擠壓方面
1)為使產品組織均勻,性能一致,鑄錠應進行均勻化處理,均勻化處理工藝按普通6063合金的進行則可。
2)因該產品屬于品種單一、批量較大的類型,建議選用短錠快速加熱爐,最好能使鑄錠溫度產生梯度。原因以下:首先,目前的長錠熱剪機剪出的鑄錠端口變形量較大,影響后續的剝皮效果,容易導致鑄錠表皮流到擠壓產品里面;第二、剪口上有大量裂紋,擠壓時難以排氣徹底,會造成擠壓產品產生氣泡;第三、短錠快速加熱,有利于保持鑄錠均勻化處理后的狀態;第四、短錠梯度加熱(鑄錠前端溫度約500℃,末端溫度約460℃為宜),有利于減少擠壓產品縮尾的形成,有利于產品力學性能的一致性。
從成本及鑄錠溫度控制綜合考慮,本人認為最好是先用天燃氣加熱,后用感應爐加熱。
3)鑄錠熱剝皮
為了避免鑄錠表面氧化皮等雜物進入擠壓產品里面,應在鑄錠加熱后進入盛錠筒前進到“剝皮”處理,將鑄熔的表皮等除掉。剝皮的厚度跟鑄錠的直徑及鑄錠質量有關,通常在3—5mm。
4)淬火處理
由于本產品為6063T6狀態,且壁厚較大,對平面間隙要求較高。若采用風冷法,冷卻速度過低,淬火效果差,產物晶粒過大,力學性能差。如采用過水槽或噴射冷卻,冷卻速度過快,且冷卻不均勻,導致制品嚴重變形,平面間隙過大而超薄。 要解決這一問題,應結合使用多種冷卻方式。通過實驗,確定了最好的方案為前4~5米風霧混合冷卻,使制品溫度降低250度左右,然后噴1~2米。當然,噴頭的布置也要講究,產品必須周向各點均勻冷卻。經淬火后,產物溫度降至100℃左右。加一點風冷劑(4米為佳)效果會更好。通過這種處理,既能達到冷卻強度的要求,充分發揮合金的力學性能,又能減少制品的變形,保證平面間隙的要求,又能避免水跡、黑斑等缺陷的產生。這個聯系很重要,但是經常被人們忽略。
鋁擠壓加工是一項系統工程,每一個環節都會對產品質量產生重大影響,因此每一個環節都應引起高度重視。上面介紹的環節,是本產品區別于其他建材產品需要注意的,而且常常是人們容易忽略的,因此做一個重點說明,希望對生產企業有所幫助。




 在線客服
在線客服 