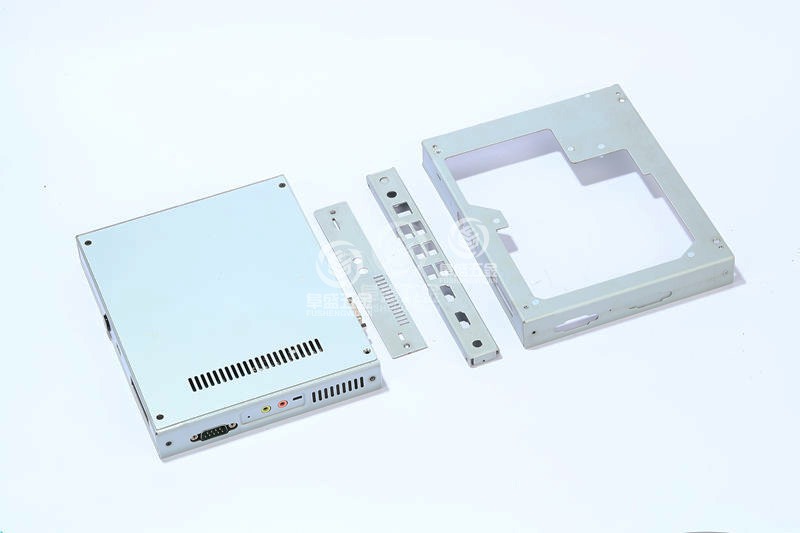
鋁外殼在生產過程中應注意的事項。
隨著電子設備的快速發展,鋁型材外殼作為電子設備的維修包裝,材料的種類也很普遍,鋁外殼制造廠家主要采用基本pvd鍍膜工藝,主要是采用預鍍和電鍍流程,鋁型材加工工藝是將活性鍍膜放入食用鹽和硫酸溶液中進行有機化學處理,可以加工成各種形狀,金黃、彩色、灰黑色等亮度高、種類多的系列產品。
留心厚道較高、懸壁較長、傾斜較大、壁厚差距較大、外形怪異等型材的尖端、細齒、長腿、弧形面、傾斜面、張口、聚焦點等處受力情況,防止部分型材或斑點型材變形、扭扭、螺旋式等缺陷產生。
鋁殼制造廠因硅化毛條有阻熱傳出的實際效果,裝飾設計表面要求高的鋁型材必然要多前后多旋轉,便于排熱勻稱,減少因排熱不勻晶粒大小而引起的橫紋亮斑缺陷,特別是大波紋面、壁厚鋁型材更要注意。
上料、搬運、拉伸全過程中不可相互摩擦、牽扯、疊層、擁擠、纏繞在一起,應彼此預置一定的間距。對于容易變形、進給長度的鋁合金型材型材,應立即進行緊急處理,必要時相互進行維修緊急處理。

鋁型材外殼的拉伸必須在鋁合金型材冷卻50度以下才能移到拉伸架上進行拉伸工作,溫度過高即會導致拉伸過程中被硅化的毛條燙傷,更因為無法徹底解決鋁合金型材的熱應力而在瞬間前后呈現坎坷、扭動、作用不良等肯定性廢料。
拉伸量的操縱在1%左右不變,并且要注意拉伸量過大造成頭里尾極限偏移的原因,表面波浪形的麻花(魚鱗)痕,拉伸強度低,強度偏高易發脆(塑性變形小)。鋁殼制造廠家在生產過程中若產品的拉伸量過小,就會使型材的拉伸強度和強度略有降低,甚至不能及時(熱處理)提高硬度,型材易彎曲(別名大砍刀彎)。
鋁型材殼體的拉拔形狀、極限變形等參數的控制,應采用適合的墊片和適合的具體方法。鋁制品廠提醒同行特別注意開口料、弧形料、懸壁料、及其凹凸不平形狀的型材,注意拉伸墊片的有效使用。



 在線客服
在線客服 